无心外圆磨床机械手导轮定位
引言:我们是专业生产制造磨床机械手的企业,在看到很多人问无心外圆磨床机械手导轮定位问题的时候,就忍不住想帮忙解答一下。准确来说,是帮助大家更好地了解磨床机械手设备。
在看到无心外圆磨床机械手导轮定位这个问题的时候,一开始我还以为是外圆磨床上的问题,一看导轮定位,那肯定是无心磨床上的问题。因为准确来讲,无心磨床也是磨削工件外圆的机床,那同样可以称之为外圆磨床,不过,为了更好的区分这两种磨床,所以我们一般都称之为无心磨床或无心外圆磨床。
既然是无心外圆磨床导轮的问题,那么,首先我们肯定要了解无心外圆磨床的导轮,以及在装上无心外圆磨床机械手之后导轮定位的变化情况。下面,我们就来详细介绍一下,无心外圆磨床的导轮和无心外圆磨床机械手导轮定位的知识。
无心外圆磨床的导轮
对于无心外圆磨床,工件不采用顶点支撑,而是置于砂轮和导轮之间,由托板与导轮支撑。在磨削过程中,砂轮高速旋转,同向导向轮以较慢速度旋转,带动工件作圆周进给。
")
在整个磨削过程中,通过调整导轮轴线的微小倾角来实现轴向进给,适合磨削细长的圆柱形工件、没有中心孔的短轴和套类工件等。磨削过程中,径向进给是通过导轮架或砂轮架运动实现的,该工件适合磨削有轴肩或凸台的工件,也适用于圆锥体、球体或其它素线为曲线的工件。
径向进给是通过导轮架或砂轮架的运动实现的,该工件适用于磨削有轴肩或凸台的工件,也可用于圆锥体、球体或其它素线为曲线的工件。无心磨床生产率高,加上各种装置易于实现自动化,多用于大规模生产,可由不熟练的工人操作。
与普通外圆磨床相比,无心外圆磨床具有以下特点。支架和导轮定位机构比普通外圆磨床的顶部和中心框架机构具有更好的支撑刚性,切削量可以更大,有利于细轴工件的加工,易于实现高速磨削和强力磨削。
无心外圆磨床机械手导轮如何定位
无心磨床的进给部分为上工作台、下工作台两部分,上工作台安装有导轮,整个上工作台位于下工作台上,导向机构通过固定基座直接固定在无心磨床上。换料时,砂轮不动,由于工件尺寸不同,当工件尺寸改变时,需要移动导轮,调整导轮的水平角。当水平角和导轮位置改变时,需要调整导向板,使导向板母线与导轮母线平行。
")
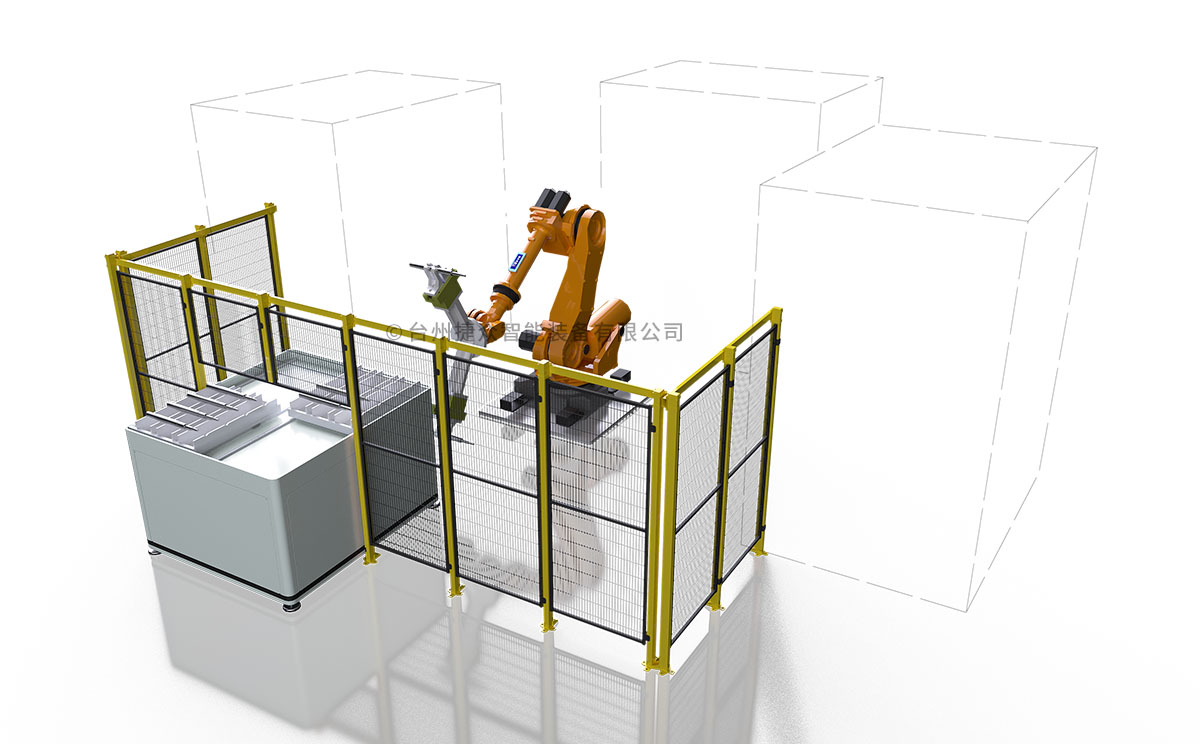
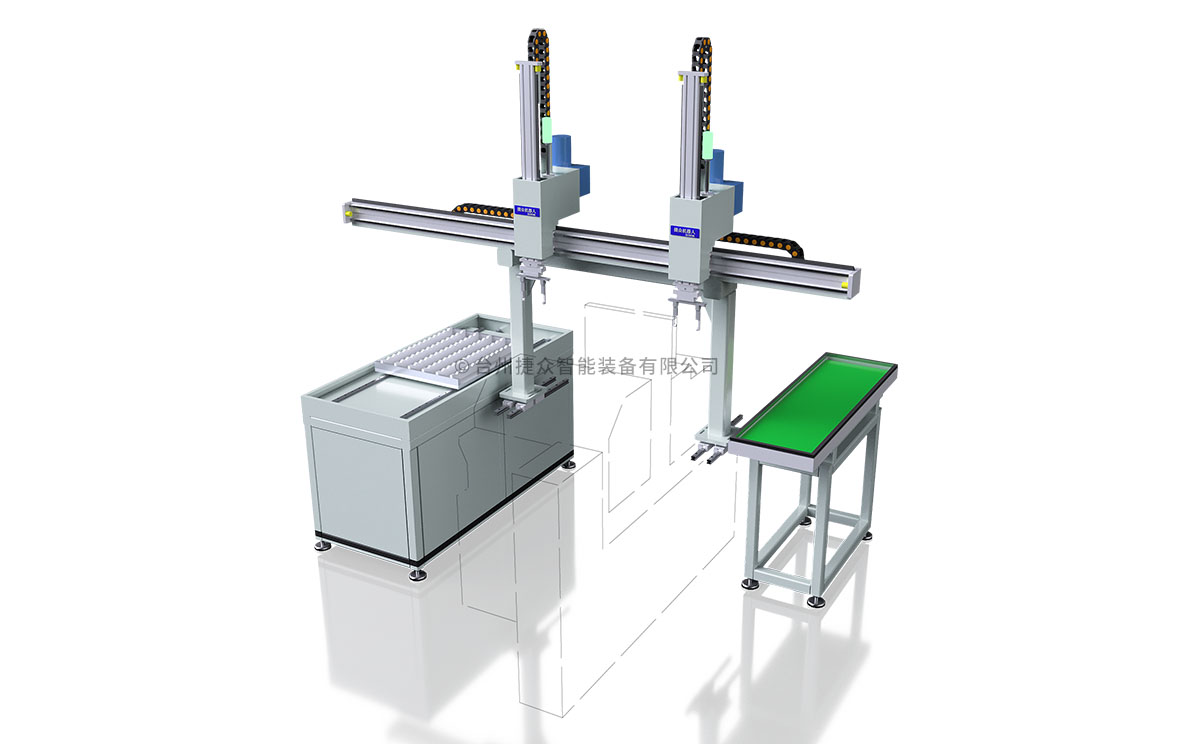
无心外圆磨床机械手的主要内容有:工件自动上下料,同时具备送料定位机构,能够实现自动测量与自动进给,以及砂轮、导轮的自动修整、砂轮的自动平衡等。
机械设计中,配置自动上料机构是实现磨床综合自动化不可缺少的重要手段。根据不同的工艺方法和零件,采用标准模块组合装卸装置、机械手、机器人或机床本身的功能部件实现自动装卸。
无心外圆磨床机械手导轮定位过程中,更多地需要配合加工工件的各项数据指标,以达到加工过程的自动化。同样,机械手的目的也是为了代替人工实现在无心外圆磨床上的持续更换料,提高生产安全性、便捷性,以及大批量可自动化生产的可能性。
文中通过对无心外圆磨床导轮和无心外圆磨床机械手导轮定位的知识的介绍,让大家更进一步认识了无心外圆磨床机械手在磨床领域的应用和实例。更多关于无心外圆磨床机械手的知识和应用,可以关注我们的公众号和网站更新。